BME6101/BME8103 Manufacturing of Biomedical Engineering Problem Set 3
Hello, dear friend, you can consult us at any time if you have any questions, add WeChat: daixieit
BME6101/BME8103
Manufacturing of Biomedical Engineering
Problem Set 3
(Textbook Problem 12.9)
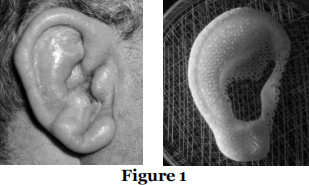
Imagine that you are responsible for manufacturing an artificial ear for replacement of an ear cartilage of a patient who has a chronic inflammatory disease (left photograph of Fig. 1). Generally, cartilage is composed of specialized cells called chondrocytes that produce a large amount of collagenous extracellular matrix, an abundant ground substance that is rich in proteoglycan and elastin fibers.
Throughout the process, your role as a biomedical engineer in the hospital is to design the rapid prototyping manufacturing process for the scaffold and facilitate the subsequent chondrocyte seeding and culture to develop the in vitro artificial ear. The scaffold fabrication is based on the 3D printing like the fused deposition modeling (FDM) of a biomaterial with the ‘designed’ architecture (right photograph of Fig. 1).
a) Before the manufacturing, imaging of the ear cartilage should be performed to obtain the 3D geometry of the missing part of the bone. Can you suggest a bio-imaging method? Please briefly describe the working principle with 30 words or less.
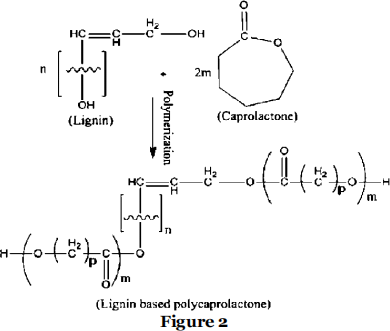
b) The scaffold was then fabricated by a rapid prototyping machine. The substrate material you could use is the composite of biodegradable poly-caprolactone (PCL) and lignin. The chemical synthesis of the poly-PCL-lignin is shown in Fig. 2. What kind of polymerization is involved in this process? Please explain.
c) The composite should include mostly volumetric ratios of 80% PCL, 2% lignin, and 18% acetone, whose viscosity (µ) is ~180 × 10-3 kg/m·sand density (ρ) is 1.145 g/cm3. During the rapid prototyping process, the composite should be applied onto the sample for deposition using a syringe. The injection operation was driven by a computer-controlled pressure supply. The composite solution should flow through a syringe needle with a length of 0.1 mm (Lneedle) and an inner radius (Rneedle) of 50 μm. The inner radius of the syringe body (Rsyringe) is 10 mm, and the length of the syringe body (Lsyringe) is 10 cm. Assume that the solution flow rate is 0.5 nL/hr. Should the flow be laminar or turbulent? Please explain. What is the minimum required applied pressure to support the required rate of the liquid injection?
d) Let’s assume that the soft-bone of the ear has the shape as a half circular disc (i.e. a half circle with a certain thickness) with radius Rscaffold and thickness Hscaffold. Taking into account that a bone cell in suspension should have a diameter ~10 µm, the scaffold should have a large enough separating hole/gap widths Dgap such that the cells can deposit and migrate inside the scaffold. We set Dgap ≥ 30 µm. Considering that the cured scaffold material has a Young’s modulus close to cured PCL (EPCL = 1 GPa), please express the equivalent compressive stiffness of the scaffold Escaffold as a function of the printed fiber diameter Dfiber and Dgap. Please assume that Dfiber contains mainly the poly-PCL-lignin without acetone, and therefore, the cross-sectional area of the fiber is ~82 % of the inner cross-section area of the syringe needle, given that the moving speed of the syringe is fast enough. (Note: Use symbols only, but not the given values, for this part.)
e) The scaffold with a ‘designed’ architecture maybe printed as a multilayer mesh. However, the printed poly-PCL-lignin fibers have a diameter smaller than the cell, the gap with one layer of the fibers, i.e. Dfiber. In order to fulfill the required Dgap as mentioned in (d), please design an IMPROVED printing strategy, and explain it using drawings and descriptions. Please consider that the proposed strategy can still adopt the estimation of Escaffold as described in (d). Please also specify the values of (1) Dfiber, (2) Dgap, and (3) number of each key-feature layers for your design.
f) Based on the design and fabrication strategy you provided in part (e) and further considering the injection pressure P of the composite (in other words, the flow rate is no longer fixed as 0.5 nL/hr), please estimate the manufacturing time. (Note: Use symbols only, but not the given values, for this part.)
g) We wish to select the optimum material for a sufficiently light and stiff fiber/beam supported by the two previously printed fibers as shown in Fig. 3. It is required that the beam has a fixed length of Lfiber where its fiber diameter on the side Dfiber is adjustable to fit the design requirement. The mass of the beam is M = πDfiber2Lfiber ρPCL /4 where ρPCL is the density of the polymerized PCL material (1.145 g/cm3). For a simply supported beam with a pressure per length Pfiber along the beam length caused by the fiber weight Pfiber = πDfiber2ρPCLg/4 where g is the gravitational acceleration, the central deflection δ is
where the moment of inertia Ifiber = MDfiber2/16.
Determine the appropriate material performance index.
For your final design configuration (after you finish Part (i) later), please find the central deflection δ, and check if it is within 0.1 µm.
h) Please propose an optimization statement (including both the objective function and the constraints) for the shortest manufacturing time by considering the following additional information:
The disposition is achieved by injection of the PCL-lignin dissolved in a solvent (acetone) with a volumetric ratio Ω, which can be set between 0.6 (60 %) and 0.8 (80 %) for different fiber diameters Dfiber, under a fast enough syringe movement as mentioned previously in Part (d). A maximum flow rate of 3 nL/hr and a maximum pressure of 100 kPa can be offered by the injection system. The allowable separating distance of the designed architecture Dgap should be ≥30 µmin all x,y, and z directions such that cells can migrate freely into the inner scaffold body. The equivalent compressive stiffness Escaffold of the ‘designed’ scaffold should be larger than the level of the cartilage (≥2 MPa) to maintain the structural shape after implantation. (Note: Use symbols only, but not the given values, for this part.)
i) Given Dscaffold should be ~2 cm and Hscaffold should be between 2.95 mm and 3.05 mm, can you find out the minimum manufacturing time based on your optimization statement above? Should the result correspond to the maximum injection flowrate, the minimum equivalent stiffness, and/or the maximum porosity?
2023-11-24